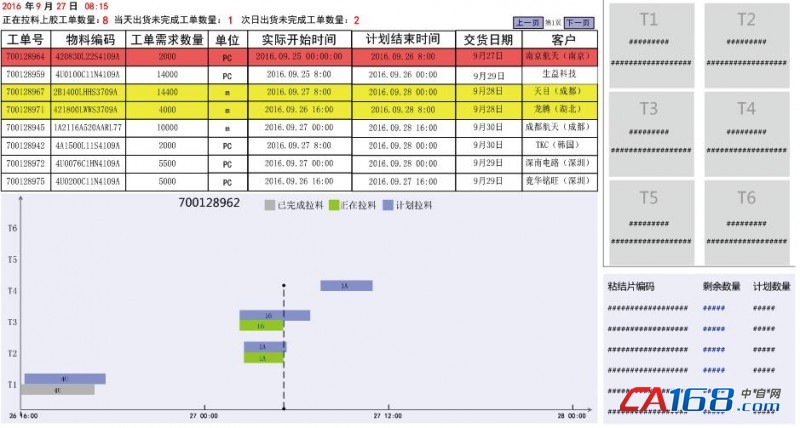
计划的执行以进度条的形式展示批次信息,计划批次是计划排程系统推送锁定的计划,显示当天内的计划批次、已完成批次、正在生产批次的信息。根据产品信息自动创建批次号,并实现作业准备验证。
根据现场生产情况,及时更新订单进度。显示正在生产订单中计划批次信息、已完成批次信息、正在生产批次信息,以及每台设备正在生产的产品信息等。实时订单与计划订单的计划安排进行对比,以判断当前的生产情况是超前还是滞后,会不会延误交货期等,也可以估计现场设备是否存在安全隐患。
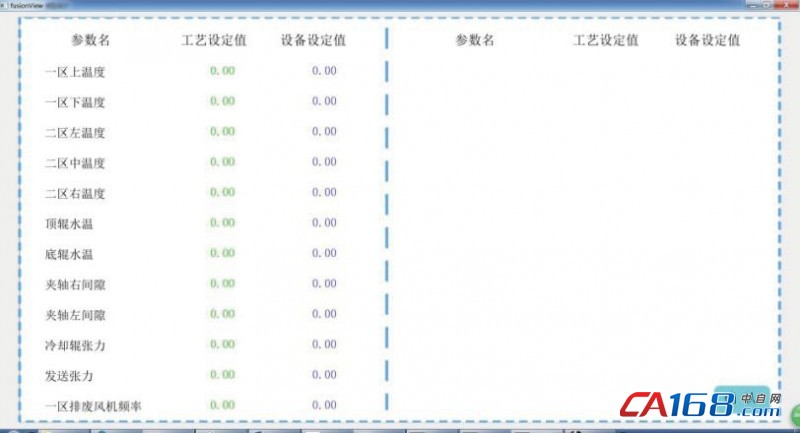
(1)工艺参数标准设定:工艺参数的设定对产品质量起着决定性的作用,工艺参数的优化设定是在长期的实践过程中获取的。在写入设备生产之前,必须经过严格的审批流程,才能供现场使用。本系统工艺标准设定实现了OA的审批流转功能,完全无纸化操作,并为设备管理和生产进度管理中的报警提供了数据基础。
(2)工艺参数实时监控:生产覆铜板时,不同的产品类型,所需的工艺参数不同,产品类型和工艺参数要配套才能保证产品的最优质量。实时监测各项工艺参数是否在工艺要求的范围内,一旦有参数超出范围即产生工艺参数偏差报警提醒,防止产品出现重大质量问题。
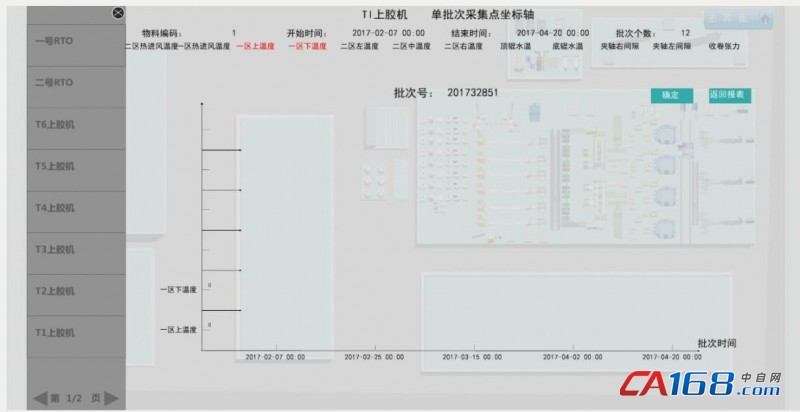
(3)工艺参数历史追溯:工艺参数的历史查询包括对工艺参数历史报警的查询和产品上工艺参数的历史追溯。工艺参数的报警提醒可以考查参数的设置是否合理,机台设备是否存在“带病工作”的情况等。工艺参数的历史追溯可以查找产品质量与工艺参数之间的关系,为寻找最佳工艺参数提供可靠的数据支持。
4.设备管理
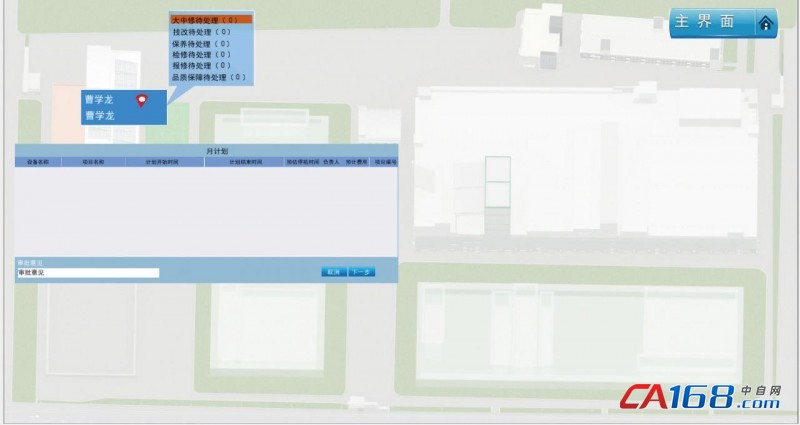
(1)计划审批:为了保证生产线的正常运转,防止意外停机造成损失,现场设备要定期进行维修和保养,延长设备的使用寿命,提前消除潜在的安全隐患,保证工厂生产规律运转。设备大中修计划技改项目、保养计划、报修、品质保障停机都是计划内的停机项目,要提前经过领导的审批,做好计划有序进行,并反馈生产排程系统,优化排产。计划流程的创建和审批过程都在系统中集成。
(2)计划执行:一旦有设备大中修计划、技改项目、保养计划、报修、品质保障停机等审批流程审批通过之后,要进行相应工单的下发并监督执行,在工厂生产日历中将显示一条计划信息。审批结束后,需要停机的流程转至计划室主管岗位,由其决定执行时间,然后进行月工单的下发审批、执行,执行过程中由相关执行人对执行情况数据进行录入、最后转至相关领导岗位处进行审批检查,完成计划的执行过程。
(3)设备台账:设备台账管理实现对工厂内所有设备进行信息汇总,由专人维护,及时更新设备的使用情况、健康状况等信息,提供增加、修改和删除某条设备记录的功能,使企业内设备的实时情况展现的一目了然。
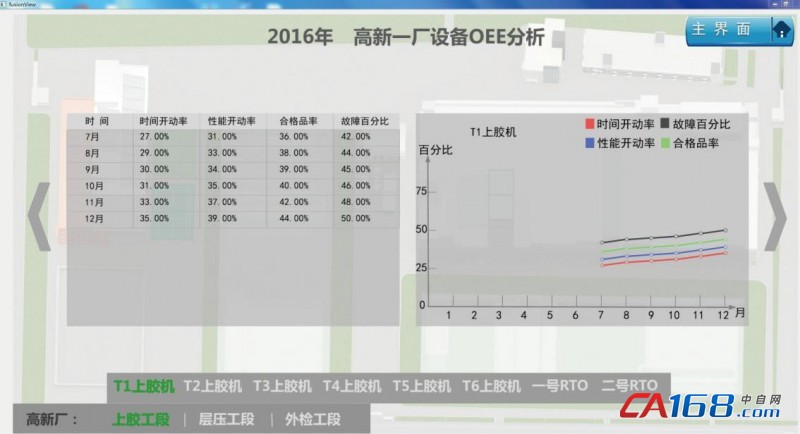
(4)设备OEE分析:对重点生产设备进行时间开动率、性能开动率、合格品率的统计分析。
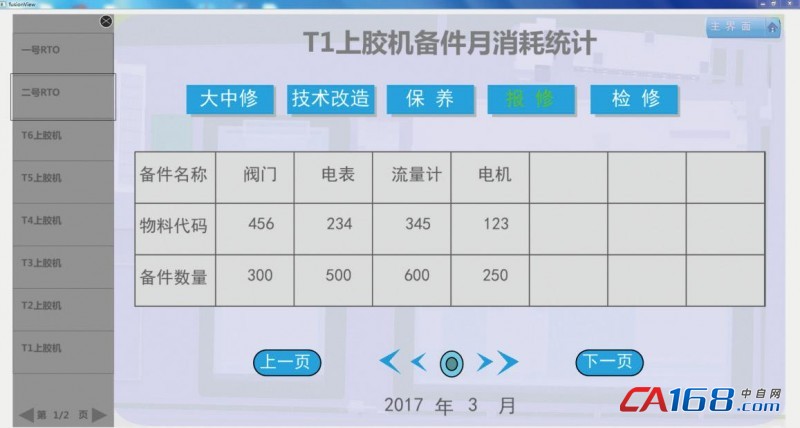
(5)工艺装备备品备件管理:在设备大中修、设备技改、设备保养、设备检修、设备品质保障停机的过程中或多或少总会消耗一些零备件。要及时对备品备件库进行更新和维护,以保证下次设备检修时有充足的零备件,同时不至于造成大量的库存积压。通过历史查询可以追溯到每个月所消耗的备品备件数量及种类。
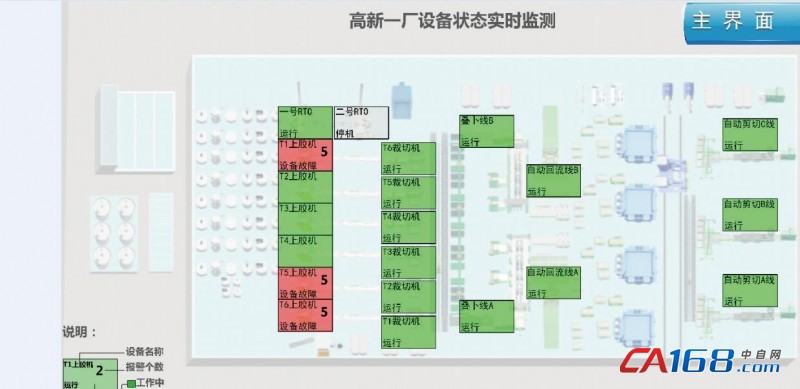
(6)设备状态实时监控:通过底层IOServer,实现对状态数据信息的自动采集,并将设备故障、异常等报警信息及时反馈推送给相关处理人。
5.能源管理
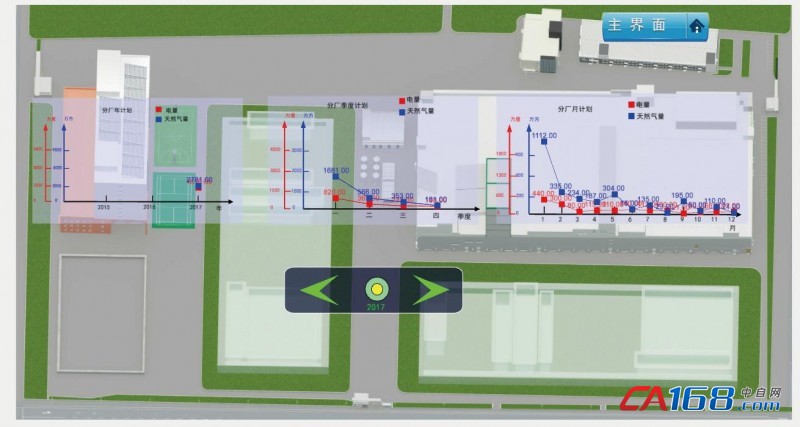
(1)能源计划管理:根据地理空间范围不同,能源计划管理包括厂区能源计划、区块能源计划和工段能源计划,其中工段能源计划是基础,由专人通过人机交互界面制定相关基数和基准,后台计算自动合成区块能源计划和厂区能源计划。
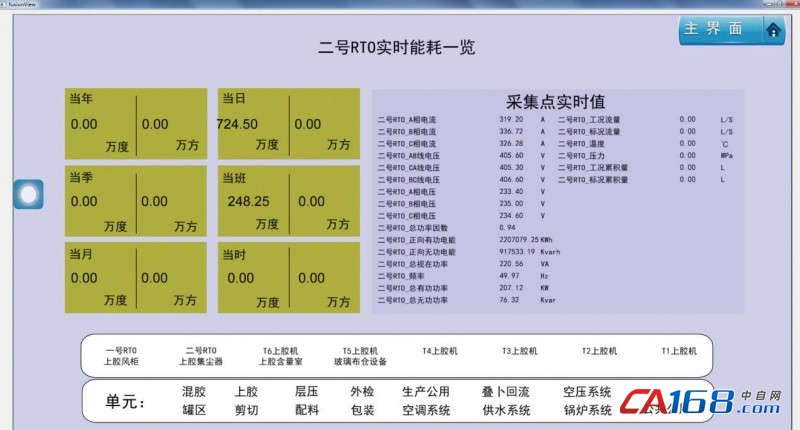
(2)能源实时监控:对厂区的实时能耗、区块实时能耗、工段实时能耗进行统计和实时监控,在相应的地理空间进行能耗数据显示,并与计划能耗进行实时的对比,产生对比结果,实时显示实时能耗有没有超出计划能耗。能源实时监控的另一个方面要将实时能源与能耗报警限值进行对比,当能耗过高超过了报警限值时要产生一条能耗超标的报警记录,用于警示现场人员判断是否因为设备故障或其他原因现场出现了能耗浪费情况,提示现场可能存在妨碍生产的安全隐患。
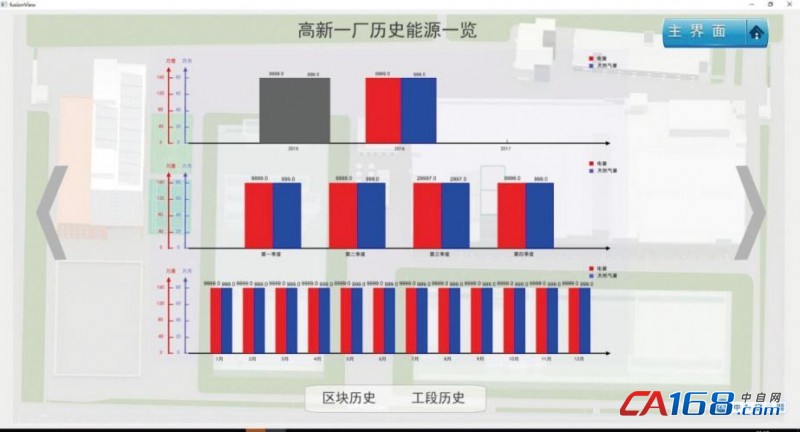
(3)能耗历史统计:通过分析历史能耗数据可以判断设备的用能趋势,辅助分析设备的健康状况。经过经验判断,在生产过程中设备能耗过高时,往往生产的产品质量也会偏低。
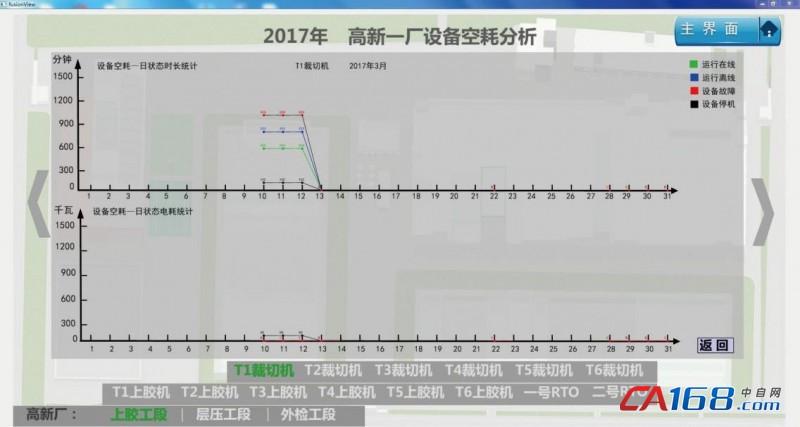
(4)能源空耗分析:将设备能耗、设备状态和设备产量相结合进行分析,用以统计设备空转时间内的能耗浪费情况,提醒现场操作人员时刻注意设备的空耗状态,减少不必要的设备空耗有效降低产品成本,提高企业利润率。
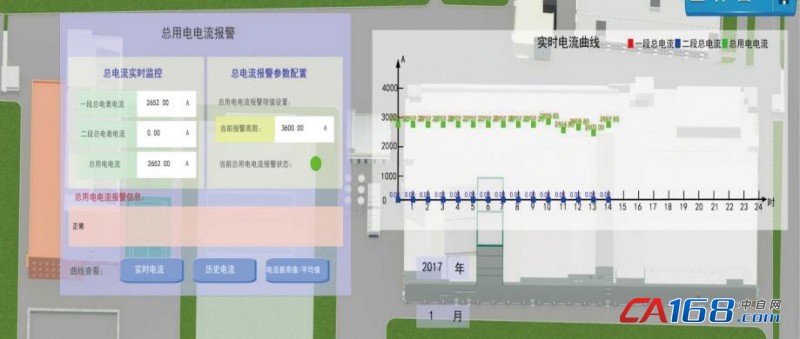
(5)能源负荷平衡分析:能源的负荷平衡分析监控厂区用电的实时电流值、电流最高值、电流平均值,对实时电流设置报警限值,采集电流值并后台分析最高值、平均值和报警信息,通过历史电流值趋势曲线,用以分析工厂生产的能源负荷情况。
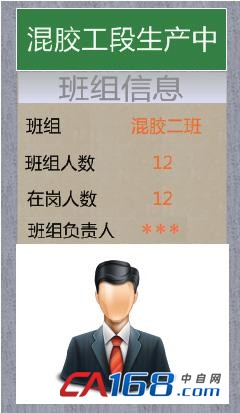
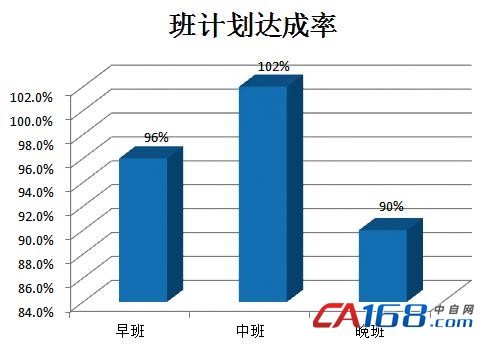
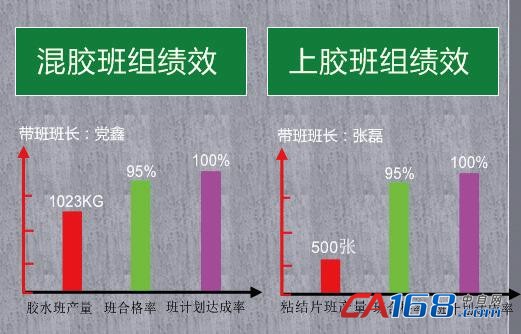
6.人员绩效管理
实时显示班组人员的工作状态、出勤率、工作效率情况等。以班组和班次为单位,统计每个班组、班次的班产量、班产品合格率、班计划达成率等考核指标。不同班次之间形成对比和考核,提高员工的竞争意识,从而提高全厂的产品合格率、计划达成率参数等。不同班组之间的绩效考核数据也可以进行对比,提高不同班组之间的竞争意识,从而提高整条产线的效率。
 ×
×